
Тел.: 8-017-380-05-85
Тел. моб.: 8-033-633-03-37
E-mail: owenbel@mail.ru
г. Минск, ул. Левкова 43, офис 413
Тел. моб.: 8-033-633-03-37
E-mail: owenbel@mail.ru
г. Минск, ул. Левкова 43, офис 413

Компания: ООО «АСУ Технологических процессов»
Город: Тюмень
Используемая продукция ОВЕН:
Создание системы управления пресс-гранулятора с целью улучшение качества выпускаемого продукта за счет точной выдержки необходимой температуры гранулирования, повышения производительности путем снижения аварийных простоев пресс-гранулятора и снижения эксплуатационных затрат.
Основное назначение гранулирования – получение корма для птицеводческих и фермерских хозяйств. Основой цеха гранулирования комбикормов градообразующего предприятия «Тюменский комбинат хлебопродуктов» являются два пресс-гранулятора немецкой фирмы Munch Edelstahl Gmbh. Разработчики компании «АСУ Технологических Процессов» создали новую систему управления на базе контроллера отечественного производителя ОВЕН, который обеспечивает работу пресс-грануляторов в полном объеме.
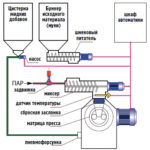
В шнековый питатель пресс-гранулятора поступает исходный материал – мука, приготовленная по различным рецептам. Сырьем могут служить пшеница, рожь, кукуруза, хлопковый и соевый шроты, ячмень, овес, рыбная и мясокостная мука, отруби, травяная мука, свекловичный жмых. Мука подается в миксер пресса, где происходит увлажнение и разогрев исходной массы паром. Подготовленная масса поступает в кольцевую матрицу пресса, где за счет вращения прессующих роликов происходит гранулирование комбикорма.
Качество гранул зависит во многом от состава рассыпных комбикормов, физико-механических свойств каждого компонента, их способности к сжатию и образованию прочных соединений. На качество также влияют температура продукта на выходе из миксера, а на производительность процесса — степень загрузки гранулирующей матрицы, а также число аварийных (вынужденных) остановок пресса.
Оборудование пресс-гранулятора включает в себя:
Управление всеми этими устройствами осуществлялось автоматизированной системой. С течением времени автоматика системы управления претерпела необратимые изменения, и потребовалось ее полное обновление. За счет сложных условий эксплуатации (температура в машзале в летнее время поднимается до 50 °С при влажности близкой к 100 %) состояние автоматики со временем пришло в полную негодность – не выдержал управляющий контроллер SIPART (SIEMENS), навсегда выйдя из строя. Основными механизмами управления стали: стремянка, монтажка и опытный глаз грануляторщика. Внутренности шкафа управления были настолько заполнены пылью, что монтаж был различим с трудом.
На начальной стадии проекта рассматривался вопрос о ремонте автоматики, но проведя маркетинговый анализ и сверив стоимость контроллеров разных производителей, выяснилось, что «сименовский» стоит в несколько (почти в шесть раз!) дороже «овеновского». Учтя высокую степень износа всех компонентов системы, было принято решение о создании новой системы управления на базе контроллера ОВЕН.
Система управления линии гранулирования комбикормов предназначена для полуавтоматического управления процессом гранулирования комбикормов. АСУ включает в себя: датчики, исполнительные механизмы, а также шкаф автоматики. В отличие от ранее работавшего шкафа, который был расположен в непосредственной близости от работающего пресс-гранулятора – в машинном зале, новый шкаф установлен в диспетчерской. Для удобства работы оператора в машинном зале находится пульт управления, при помощи которого оператор имеет возможность выполнять пуск и аварийный останов пресс-гранулятора, а также наблюдать текущие значения тока главных приводов и температуру продукта.
Основные комплектующие шкафа автоматики:
Программа контроллера преобразует сигналы от датчиков в физические величины, обрабатывает полученную информацию и обеспечивает управляющее воздействие на паровой клапан для поддержания температуры прессуемого продукта на заданном уровне, а также поддерживает максимальную загрузку пресса путем регулирования количества подаваемой муки и формирует предупредительные сигналы аварий, отказов и готовности оборудования.
Система управления имеет два режима работы: ручной и автоматический. Запуск пресса осуществляется только в ручном режиме. Цепи управления в этом режиме отключены от контроллера, за исключением управления сбросной заслонкой и аварийного останова пресса. По требованию заказчика на случай сбоя или выхода из строя контролера или модуля система обеспечивает полноценный режим ручного управления процессом гранулирования.
После выхода пресса на рабочий режим оператор переводит управление на контроллер. В автоматическом режиме технологические параметры (ток главных приводов и температура продукта) поддерживаются в соответствии с уставками, а также обеспечивается защита главных двигателей от перегрузки. Действия оператора в автоматическом режиме сводятся к наблюдению за работой пресса. Вмешательство в процесс управления происходит только в случае нештатной ситуации, информацию о которой оператор получает из аварийных сообщений, отображаемых на панели.
Автоматический режим обеспечивает:
All rights reserved. © 2025